
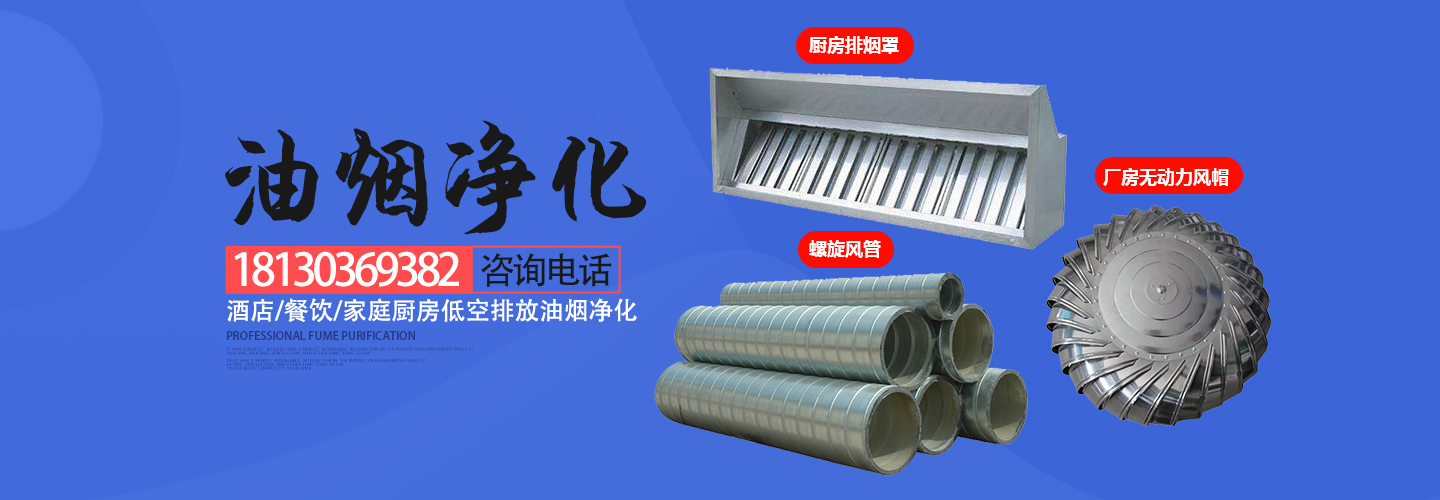
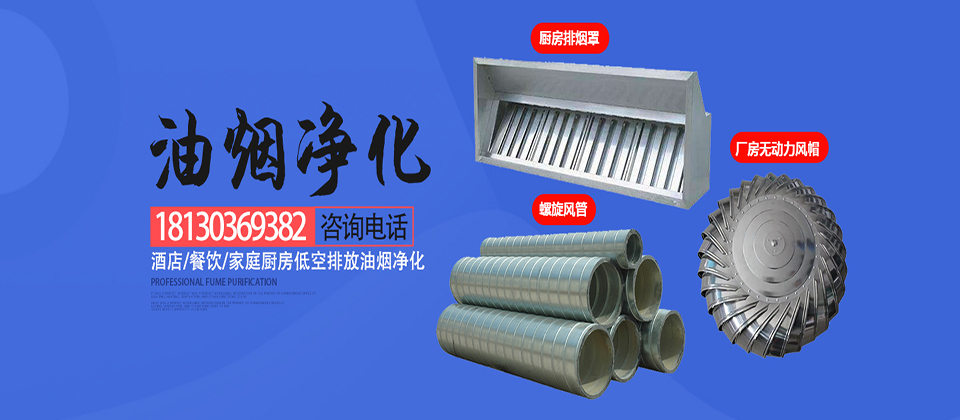


不鏽鋼螺旋風管法蘭的銜接(jiē)。要密封墊料,不得運用厚紙厚(hòu)紙板(bǎn)、石棉繩(shéng)、鉛油麻(má)絲及(jí)油氈紙等。密封墊料(liào)應盡量削減接頭,密封墊(diàn)料接頭處應選用梯形或榫形銜接,並應塗膠粘牢,法蘭均勻壓緊後的墊料寬度,應與不鏽(xiù)鋼螺旋(xuán)風管內壁取平。不鏽鋼螺旋風管與潔淨室吊頂(dǐng)、隔牆等圍護結構(gòu)的(de)接縫處應(yīng)緊密。現在對不鏽鋼卷板卷板加工表麵進行處理的方(fāng)法種類:①表麵賦性白化處理; ②表麵鏡麵亮光處理; ③表(biǎo)麵上色處理。






如今市(shì)麵上常用的焊(hàn)接煙過濾設備主要采用濾筒過濾、布袋過濾、靜電模塊過濾、HEPA過濾棉過(guò)濾,根據(jù)現場工況及產生的性質選擇合適的過濾方式。例:濾筒過濾方式在國內發展成熟,在近(jìn)幾年的發展(zhǎn)中已(yǐ)逐(zhú)步替代布袋過濾方式,在焊接煙過濾設備(bèi)的(de)選擇上可根據工況有限選(xuǎn)擇濾筒式焊接煙過濾設備,如焊煙中含有少(shǎo)量油煙(yān)推(tuī)薦(jiàn)選擇(zé)靜電式焊(hàn)接煙過濾設備。

不鏽鋼焊接管道(dào)
1,焊縫(féng)采用非加絲焊接節約了焊材使用,使得焊縫寬度控製(zhì)在了(le)更小幅度。避免(miǎn)了熱影響(xiǎng)區的擴大,使得焊縫中的合金元(yuán)素不易產生蒸發流動。
2. 薄壁焊接的厚度都是在2毫米以下,自融焊接的電流不能超過50A,可以更好的(de)控(kòng)製熱輸入量(liàng)。防止焊縫的變形。
3.自融焊接的焊(hàn)縫外(wài)觀質(zhì)量成型更美觀,采用的大型號陶瓷嘴可以(yǐ)更大限度的避免空氣的氧化反應,使焊接的裂紋(wén)缺陷得到更大程度的(de)降低。


您好,歡迎蒞臨蕪湖亚洲色天堂国产,歡迎谘詢...
 觸屏版二維碼 |





